| About Us | Contact Us | Language Choose: |
    
|
| About Us | Contact Us | Language Choose: |
|
Abstract: A bearing ring in the use of early failure, through macro inspection, chemical composition analysis, metallographic inspection, material and thermal treatment quality testing, the causes of failure were analyzed. The results show that the abnormal axial force is the direct cause of the early failure of the ring.
A bearing user reported that a set of oversize double row self-aligning roller bearing was found early failure of the ring in the process of use. The bearing material is GCr15SiMn steel, and its processing process is as follows: φ 300 mm raw material into the factory super-probe → blanking section → forging forming → spheroidizing annealing → turning processing → heat treatment → flaw detection → grinding processing → flaw detection → assembly and storage. In this study, the reason of its early failure was analyzed by physical and chemical examination.
1. Physical and chemical examination
1.1. Macro inspection
The failed bearing is shown in Figure 1. The bearing grease is black and viscous, and the outer diameter surface of the outer ring has obvious traces of rust and serious fractures and cracks. There are traces of falling blocks in the fracture area, and the surface cracks are distributed in a network. After disassembling the failed bearing, observe each part of the bearing, and the cage is basically intact.

1.1.1, outer ring,
Local morphology of outer raceway is shown in Figure 2. Raceway on one side of outer ring sample block (raceway A for short) spalling is serious, and the spalling is mainly concentrated on both sides of the raceway edge. The size of spalling on the inner edge of the raceway is about 7 cm × 12 cm, which is deep spalling. The spalling area has been rolled for many times, so the initial spalling position cannot be accurately located. However, according to the distribution and morphology of raceway spalling, the spalling should originate from the raceway edge position. The raceway surface on the other side (raceway B for short) was relatively lightly damaged, with a large number of lamellar pits distributed on the raceway surface and no obvious peeling traces.

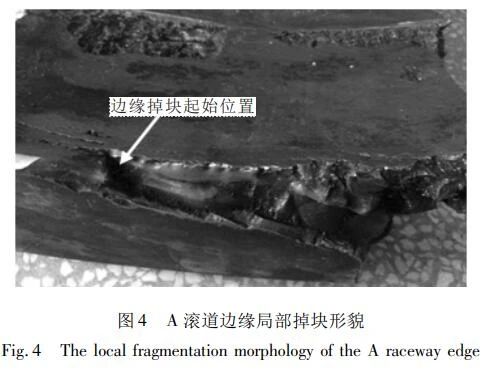
A part of the outer edge of the raceway has the phenomenon of falling block, which has been missing. The falling block fracture is characterized by multiple and multi-source fatigue expansion, and its initial position is at the part of the raceway spalling. The appearance of the raceway spalling and the edge falling block are shown in Figure 3 and Figure 4 respectively.

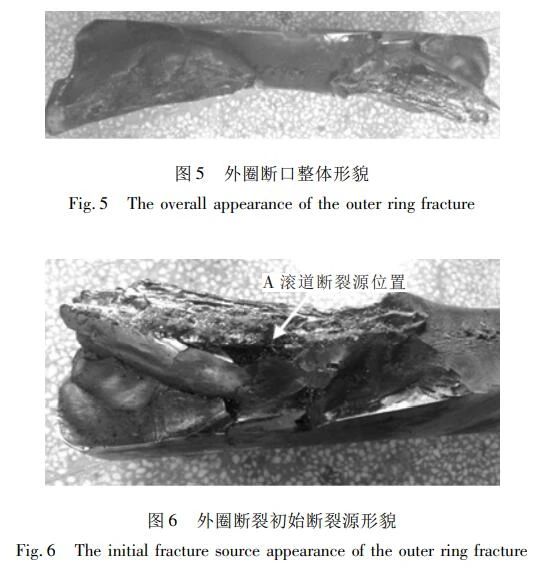
Observe the fracture surface of the outer ring. The whole fracture surface is seriously polluted, as shown in Figure 5. The fracture surface was observed after cleaning, and the fracture mainly extended to the depth in the form of fatigue expansion. There were obvious fatigue expansion arcs on the fracture surface, and the fatigue expansion arcs crossed, indicating that the fracture was multi-source fatigue expansion fracture. The fracture morphology of the core region with larger wall thickness is ductile and obviously stratified. According to the analysis of fracture extension direction and friction traces of damage, the initial fracture position was located at the serious spalling part of raceway A, as shown in Figure 6.
1.1.2, inner ring
The appearance appearance of the inner ring raceway and retaining edge of the sample block is shown in Figure 7. A large number of spot-shaped or flake pits were distributed on the raceway surface of the inner ring, and there were obvious friction and wear marks on the retaining edge. The number and depth of the pits in the raceway of the inner ring 1 were more serious than that of the raceway of the inner ring 2, and no obvious peeling blocks were found in the two raceways.

1.1.3, roller
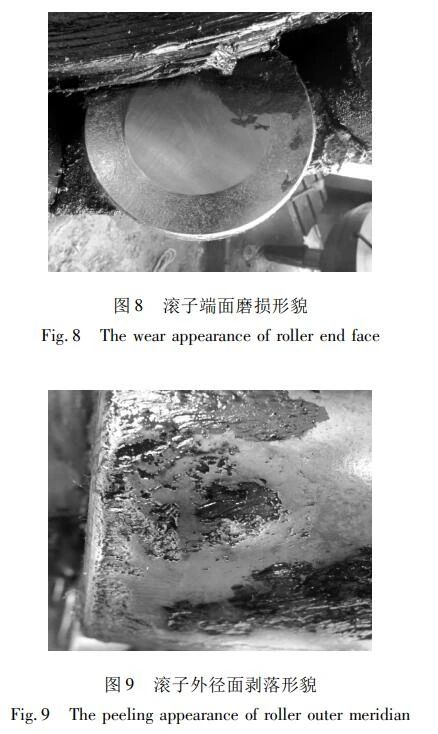
All rollers of the bearing are basically intact, and there are friction and wear marks of varying degrees on the outer end face of the rollers, with metal adhesion phenomenon locally, as shown in Figure 8. There is obvious peeling phenomenon at the edge of roller outer diameter surface, and the peeling area is about 3 cm wide, as shown in Figure 9.
1.2. Chemical composition analysis
The ring and roller were sampled respectively, with the sample size of 15 mm × 15 mm × 15 mm. Chemical composition was analyzed by direct reading spectrometer. The test results are shown in Table 1, and all the chemical compositions meet the REQUIREMENTS of GCr15SiMn standard in GB /T 18254 -- 2016.
1.3 metallographic examination
The oral test samples were taken from one of the fracture sources on racetrack SURFACE A and observed under scanning electron microscopy. The fracture was A typical contact fatigue fracture, with conical fatigue extended arc distribution [1-2], wear phenomenon on the surface of the fracture, and no material inclusions and other defects were found at the fracture source, as shown in Figure 10.

1.4. Material and heat treatment quality
After the ferrule and roller cross-sectional metallographic samples were prepared, they were observed under an optical microscope and evaluated according to the material standard GB /T 18254-2016 and the heat treatment standard JB /T 1255-2014. The detection results are classified in Table 2 and Table 3. The test results are in line with the standard requirements.
2. Analysis and discussion
Material quality and heat treatment quality of outer ring, inner ring and roller sample meet the standard requirements. The appearance inspection shows that the main failure characteristics of the bearing are fracture of the outer ring of the shaft bearing, and the fracture fracture is multi-source fatigue extension fracture. The surface of the raceway in row A of the outer ring is seriously damaged, and the deep spalling is concentrated at both sides of the raceway, and the phenomenon of block falling occurs at the outer edge of the raceway. It can be inferred that during the running of the bearing, the roller is in abnormal contact with the raceway of the outer ring, which directly leads to the local stress concentration at the raceway edge under the heavy load of the roller [3-5] and causes serious fatigue spalling.
There are A lot of indentation or indentation on the raceway surface of inner raceway and outer raceway of row B. Compared with the raceway surface of row A, the raceway surface of row B is better. It can be seen that there is serious axial off-load phenomenon in the running process of bearings, resulting in uneven force of two rows of raceways. The indentation or indentation on the raceway surface of the inner and outer rings is caused by the repeated rolling of the raceway after falling into the grease.
3, conclusion
During the operation and use of the bearing, due to the large axial load, the contact force between the outer ring single row raceway and the roller is abnormal, resulting in serious damage and fatigue spalling on the raceway surface of the row, which leads to the drop of blocks along the edge of the outer raceway and finally causes the bearing damage.
Managing Director: Linda Zhu
Mobile: +86 15161590284
Tel: +86-510-82021910
E-mail: sales2@sxz-bearing.cn
Website: www.sxz-bearing.cn
Factory address: No.2 Zhenfa Road,Airport Industrial Park,214000,Wuxi,China
Office address: Room 1702,NSIC Building,No.855 Nanhu Avenue,214024,Wuxi,China
 Previous
Previous